Back on the mill registering the plates to size.

Here are the blanks.

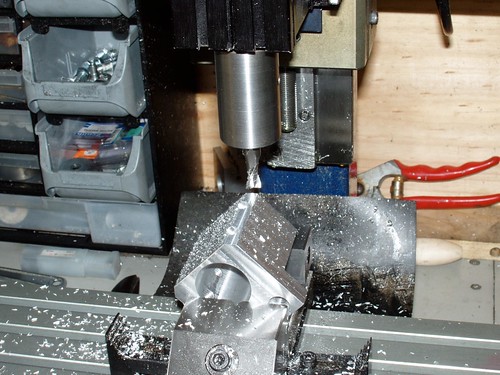
Find the center, drill with a 12mm drill

Now bore out to clear the lock nut for the ballscrew

Here I am using a bit of old scrap (one of the scrapped parts of my Steam Engine project). I have milled a register and drilled and tapped a hole in the center to mount the part. This way, I only have to set zero on the DRO once and I can drill and counterbore all three plates identically.

Here is one of the keep plates mounted in the jig - I have just finished drilling all the holes.

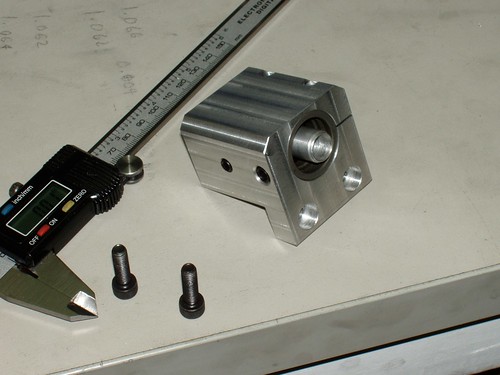
The housings and keep plates are complete. I now need to make a spacer ring to keep the center races of the two bearings apart.

Here I have turned the locating spigot off of my stub mandrel that I used to hold the housings for turning. I have also drilled a 12mm hole 20mm deep in preparation for boring out to 18mm.

Parting off a spacer ring.

Assembly - Bearing goes in, followed by space ring, then followed by another bearing....

The keep plates are then screwed on with M4 SHCS.