Some pics of my new Sieg X3 Mill. I won't bore everyone with a blow by blow of the strip and lube process. Those who buy Chinese machines are very familiar with this process by now. I am really happy with this machine. I wanted a larger machine to complement the Taig, but I don't have room for a knee/turret mill, and I didn't really want a round column mill/drill. There is the RF-45 (and equivalents) with the dovetail z-axis, but these are twice the weight of this machine, and I didn't want anything that big.
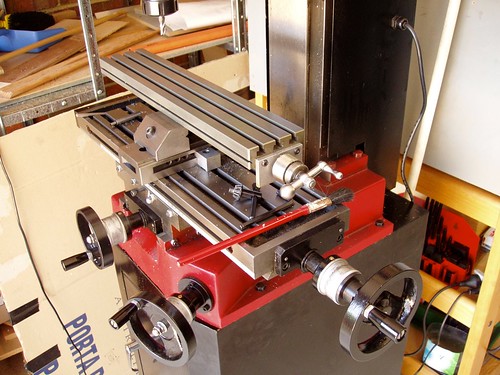
I have put the Taig table (gently!) in the vice to give an idea of the size of this thing.
It is a brute - it took 4 large men to lift this thing onto the stand.
This is the extended table, extended column version, has a MT3 spindle and is calibrated in metric. I had to do the usual strip and lube to get it running.

Another shot with the stand visible. Taig table is about 19 inches long and 3 and a bit wide so that give you an idea of the work envelope. The head cranks all the way up so there is more that enough Z-room for me, something of the order of 16 inches.
I have already created a goodly pile of chips with this machine....:-)

I had to shim the column, as it was a couple of thou out on a sweep test.
I checked axis travel:
- Back of the table is parallel (enough - within 0.0005") with x-axis travel
- Top of the table is parallel (enough - within 0.0005") with x-axis travel
- Top of the table is almost parallel (enough - within 0.0025") with y-axis travel - this is improving as the machine does its initial wear and I keep adjusting the gibs
- Z-Axis travel is almost square (within 0.001") to table.
- Quill travel is almost square (within 0.001") to table.
All in all I am pretty happy as I can do good work with this machine and there is room for more tweaking if I need more.

Oblique close up - you can see that fit an finish is pretty good. I did replace some of the fasteners and the ratchet handles are complete crap and I stripped the ratchetty bits within minutes. Next time I have the lathe set up to cut 1.0mm threads I'll make a new set of ball handle axis locks - for now I am using M6x1.0 SHCS.