Part II - The Cylinder.
The Cylinder is a block of brass 25mm square by 35mm long. It has already been bored for the piston and the CNC Mill has been used to shape the outside.

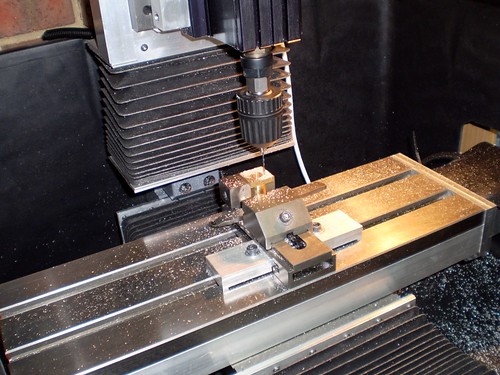
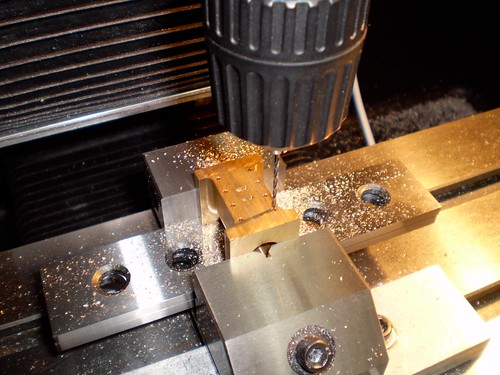
In this set-up the cylinder port face has the steam and exhaust ports milled and the holes for the studs that hold the steam chest on have been center drilled.
The steam chest stud holes are now being drilled.
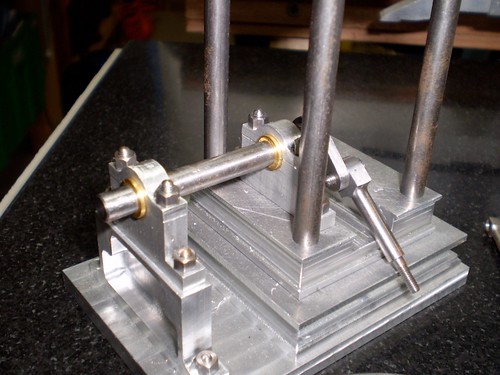
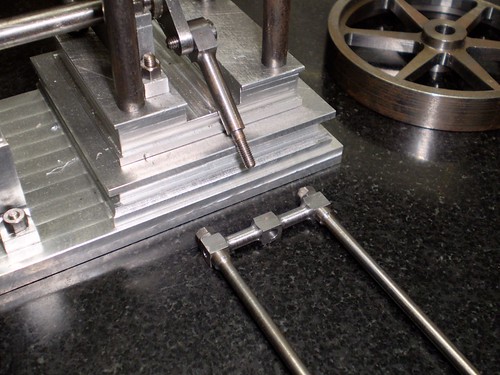
In this setup on the X3 Mill the steam ports are being drilled at a 15 degree angle. The sin vice is being used to hold the job.

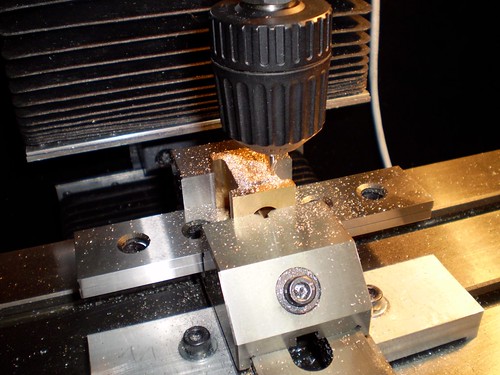
Wide shot - in this setup the end holes for the cylinder cover studs are being drilled.