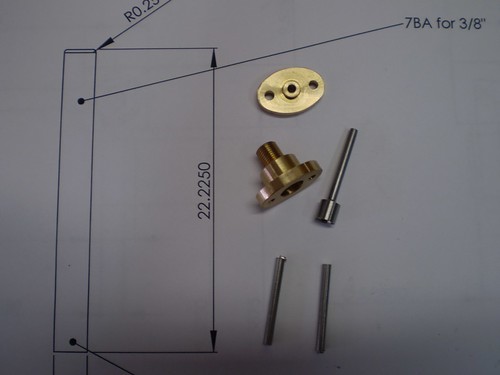
The lock nuts allow the boiler fittings to be positioned with more control. They are designed to lock against the boiler bushing. They are made out of 3/8" hex brass stock, and are a bit of an exercise in small scale production lathe work.

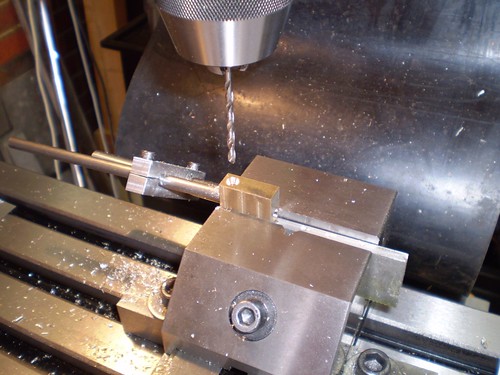
Start by chucking up and drilling for the tapping size, in this case for 1/4"-40ME.

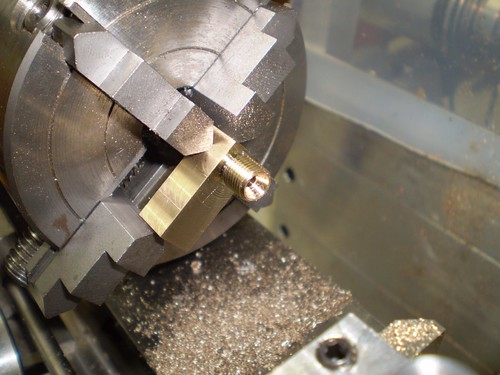
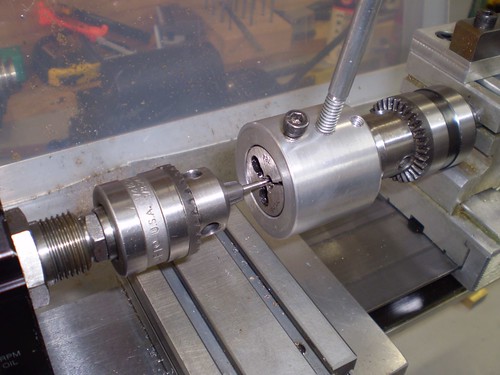
Now tap - I did start tapping with the tap held in the tailstock chuck and with the tailstock free to slide along the bed. This allowed me to start off square and straight. Once I had good engagement, I swapped for the tap holder to complete the job.

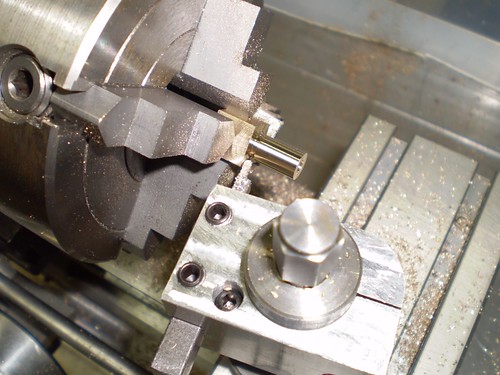
Pictured below is the final step in 3. Step one - turn to 3/8" diameter for 1/16". Step two - chamfer at 45 degrees to approx 1/32" and then Step three - part to length.

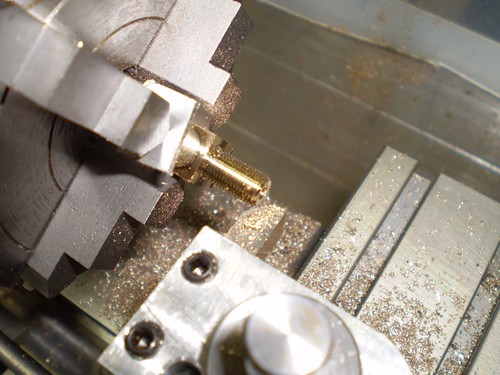
Lather, rinse and repeat (4 times) and we come to the finished article.